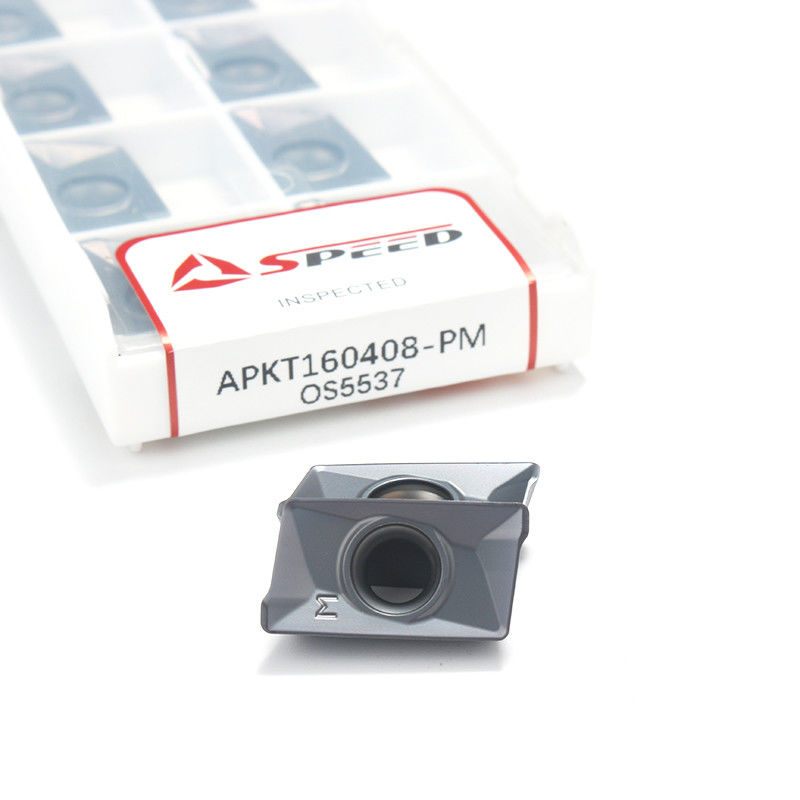
Insertos de fresado cementados APKT 1604 de alta precisión para acero inoxidable APKT1604-MA
Descripción de productos
Ventajas:
- Materia Prima 100% Virgen
- La máquina Dorst alemana tiene una calidad perfecta.
- Acabado de borde afilado
- Resistencia al desgaste duradera
- Mejorar la eficiencia de la producción
- control de calidad 3 veces
- Excelente rendimiento
- Materiales seleccionados
Especificación:
| Marca |
Velocidad |
| Modelo |
APKT160408, APKT1003, APKT1135 |
| Color |
Amarillo, cobre, negro, color azul, revestimiento colorido. |
| Pieza de trabajo |
Acero, acero inoxidable, hierro fundido, aluminio |
| Tipo |
Herramientas de torneado |
| Paquete |
10 unids/caja |
| Revestimiento |
PVD, revestimiento CVD |
| Peso |
0,015 kilos |
| Uso |
Herramienta de torneado externo |
| Dureza |
20-65HRC |
| Material |
Insertos de carduro de tungsteno |
| Tipo de procesamiento |
proceso de la máquina cnc |
Solicitud:
Nuestros insertos de fresado de carburo de tungsteno APKT adoptan una máquina Dorst importada para garantizar una buena estabilidad del filo, alta precisión, alta dureza, buen acabado, rendimiento estable, recubrimiento duradero y mejora la eficiencia de trabajo.El proceso de recubrimiento único, fino y suave, sin marcas de goteo, reduce la fricción de la superficie, por lo que la resistencia al corte es menor.Y las inserciones de carburo son afiladas y gruesas, por lo que la velocidad de corte es rápida pero no fácil de romper.Tiene una amplia gama de aplicaciones, aplicables al procesamiento de superficies escalonadas, procesamiento de perfiles de modelos, corte de ranuras, procesamiento de pendientes y podría procesarse.acero aleado, acero blando, acero al carbono, acero medio, acero inoxidable, hierro fundido, aleación de titanio,
envíenos sus requisitos y le recomendaremos el grado más adecuado.
Detalle de productos:
- Proceso de recubrimiento con rendimiento estable
- Elija el recubrimiento adecuado para diferentes materiales; condiciones de mecanizado inadecuadas reducirían la vida útil de la herramienta.
- Fuerte resistencia a la deformación y mayor vida útil.

- Nuestros insertos de fresado con recubrimiento 5835 son los más vendidos, tienen una aplicación universal y funcionan bien en piezas de diferentes materiales, especialmente funcionan mejor en procesos de acero inoxidable.
Detalles:
1. Nuestros tratamientos de bordes perfectos, cada pieza puede resistir la prueba.
2. Vida útil más larga de las herramientas, lo que mejora la eficiencia de su trabajo.
Nota:
1. El inserto de carburo no se debe golpear ni dejar caer al suelo y debe manipularse con cuidado.
2. Antes de instalar la hoja de carburo, confirme el rendimiento y el uso de la mesa de operaciones, y que la dirección de corte indicada por la flecha de la hoja sea consistente con la dirección de rotación de la mesa de operaciones.Preste atención para no instalar en la dirección opuesta.La dirección de instalación incorrecta puede provocar que los dientes de la hoja se caigan en caso de accidente.
3. Después de la instalación, es necesario confirmar si el orificio central de la hoja ranuradora de carburo está firmemente fijado a la brida de la mesa de la sierra.Si es necesario, coloque un espaciador y luego empújelo ligeramente con la mano para confirmar si la hoja gira excéntricamente.
4. Cuando lo utilice, no exceda la velocidad alta especificada.
5. Cuando no los utilice, cuelgue los insertos en posición vertical en una rejilla seca.
PREGUNTAS MÁS FRECUENTES:
1. Desgaste de flanco:
Efecto: Cambio gradual en el tamaño de la pieza de trabajo o pérdida del acabado superficial.
Motivo: la velocidad lineal es demasiado alta y la herramienta alcanza su vida útil
Medidas: Ajustar los parámetros de procesamiento, como reducir la velocidad lineal y cambiar a plaquitas con mayor resistencia al desgaste.
2.Problema de avería:
Efectos: Cambios repentinos en el tamaño de la pieza de trabajo o el acabado de la superficie, provocan chispas y rebabas en la superficie.
Motivo: configuración inadecuada de los parámetros de procesamiento, selección inadecuada del material de la hoja, rigidez deficiente de la pieza de trabajo o sujeción inestable de la hoja
Medidas: compruebe si la configuración de los parámetros es razonable y seleccione la herramienta correspondiente según la pieza de trabajo.
3. Gravemente roto:
Efecto: ocurrencia repentina e impredecible, que resulta en material de soporte de herramienta desechado o pieza de trabajo defectuosa y desechada.
Motivo: Los parámetros de procesamiento están configurados incorrectamente, la pieza de trabajo de la herramienta de vibración o el inserto no están instalados en su lugar
Medidas: Establecer parámetros de procesamiento razonables.Se debe reducir la velocidad de avance y el corte, se debe seleccionar el inserto de mecanizado correspondiente y se debe fortalecer la rigidez de la pieza de trabajo y el inserto.
4. Borde acumulado:
Efectos: Dimensiones inconsistentes de la pieza de trabajo y acabado superficial deficiente.Pelusas o rebabas se adhieren a la superficie de la pieza de trabajo.
Motivo: la velocidad de corte es demasiado baja, el avance es demasiado bajo y la hoja no está lo suficientemente afilada
Medidas: Aumentar la velocidad de corte y utilizar una plaquita más afilada para el avance.

 ¡Su mensaje debe tener entre 20 y 3.000 caracteres!
¡Su mensaje debe tener entre 20 y 3.000 caracteres!