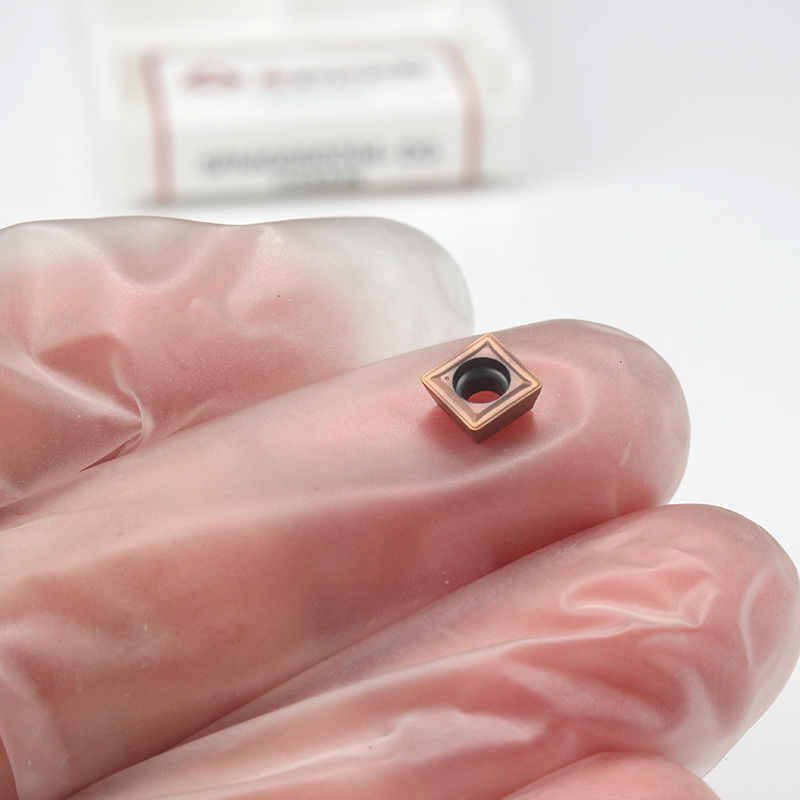
SPMG140512 SPMG050204 DG SPMX SPMT U matkap dönüştürme aracı CNC makine girişi
Ürünlerin Tanımı
Avantajları:
- % 100 bakire hammadde
- Alman Dorst makinesi mükemmel kaliteyi yapar.
- Yumuşak çip çıkarma
- Seçilen Malzemeler
- İsteğe bağlı özellik
- Mükemmel performans
- Keskin kenar
- Yüksek aşınmaya dayanıklı
Spesifikasyon:
| Marka |
Hız |
| Model |
SPMG050204/060204/090408/SPMG07T308/SPMG110408/SPMG140512 |
| Renk |
Sarı, bakır, siyah renk |
| İş parçası |
Çelik, paslanmaz çelik, dökme demir, Alüminyum |
| Türü |
Borma Araçları |
| Paket |
Kutu başına 10 adet |
| Kaplama |
pvd & cvd |
| Ağırlık |
0.015kg |
| Kullanımı |
Dış Dönüştürme aletleri |
| Sertlik |
20-65HRC |
| Malzeme |
Tungsten Karitür Eklemeleri |
| İşleme Türü |
Orta kesim |
Uygulama:
SP tip tungsten karbid sondaj yerleştirmelerimiz, yerleştirmelerin kalitesini, yüksek sertliği, iyi esnekliği, yüksek finişini,kalın kaplamaVe kesim kenarının iyi istikrarını, yüksek hassasiyeti sağlamak için ithal makineyi benimsiyoruz.Damla izi yok.Karbid eklemleri keskin ve kalın, böylece kesim hızı hızlı ancak kırılması kolay değildir.Uygulama alanı geniş., basamak yüzey işleme, model profil işleme, oluk kesme, eğim işleme uygulanabilir ve işlenebiliralaşımlı çelik, yumuşak çelik, karbon çelik, orta çelik, paslanmaz çelik, dökme demir, titanyum alaşımı,
Lütfen bize gereksinimlerinizi gönderin, en uygun sınıfı tavsiye edeceğiz.
Ürünlerin ayrıntıları:
- Keskin kenar, sürtünmeyi azaltır, aşınmayı azaltır ve daha düşük maliyet sağlar
- Direnci azaltmak, pürüzsüz kesme ve pürüzsüz çip çıkarma
- Yüksek Dayanıklılıklı Yapışmayan Kesiciler

Ayrıntılar:
1Aşağıda mükemmel kenar tedavilerimiz var, her parça denemeye dayanabilir.
2Daha uzun araç kullanım ömrü çalışma verimliliğinizi artırır.
Not:
1Karbid sondaj yerleştirmeleri yere çarpılmamalı veya düşmemelidir ve lütfen dikkatli bir şekilde ele alınmalıdır.
2Karbid sondaj bıçağını kurmadan önce, lütfen çalışma masasının performansını ve kullanımını onaylayın.ve bıçak okunun gösterdiği kesim yönü, işlem masasının dönüş yönüyle tutarlıdır. Lütfen ters yönde kurulmamasına dikkat edin. Yanlış kurulum yönü, kazalar durumunda bıçak tırmıklarının düşmesine neden olabilir.
3. kurulumdan sonra, karbid sondaj bıçağının merkez deliğinin testere masasının flensine sağlam bir şekilde sabitlenmiş olup olmadığını doğrulamak gerekir.Kılıcın eksantrik dönüp dönmediğini kontrol etmek için elinizle hafifçe itin.
4Kullanılırken, belirtilen yüksek hızı aşmayın.
5Kullanılmadığında, bıçakları kuru bir raf üzerinde dik asın.
Sıkça sorulan sorular:
1Yan elbiseler: (Sıkça görülen sorun)
Etki: İş parçasının boyutundaki kademeli değişim veya yüzey finiş kaybı
Sebep: Doğrusal hız çok yüksek ve araç hizmet ömrüne ulaşmak
Önlemler: Doğrusal hızı azaltmak ve daha yüksek aşınma direnci olan eklemlere geçmek gibi işleme parametrelerini ayarlamak
2- Çökme sorunu:
Etkileri: İş parçasının boyutunda veya yüzey finişinde ani değişiklikler, kıvılcımlara ve yüzey çürüklerine neden olur
Sebep: İşleme parametrelerinin uygunsuz ayarlanması, bıçak malzemesinin uygunsuz seçimi, iş parçasının zayıf sertliği veya sabit olmayan bıçak sıkıştırması
Ölçüler: Parametreler ayarlarının makul olup olmadığını kontrol edin ve iş parçasına göre ilgili aracı seçin
3- Ciddi şekilde kırılmış:
Etki: aniden ve öngörülemeyen bir olay, alet tutucu malzemesinin ya da arızalı iş parçasının hurdalanmasına ve hurdalanmasına neden olur.
Sebep: İşleme parametreleri yanlış ayarlanmıştır, titreşimli alet iş parçası veya yerleştirme yerinde kurulmamıştır.
Önlemler: makul işleme parametreleri belirlenir. Besleme hızı ve kesim azaltılmalı, ilgili işleme eklemesi seçilmelidir,ve iş parçasının sertliği ve ekleme güçlendirilmelidir.
4- İnşa edilmiş kenar:
Etkileri: İş parçasının tutarsız boyutları ve zayıf yüzey finişi.
Sebep: Kesme hızı çok düşük, besleme çok düşük ve bıçak yeterince keskin değildir
Önlemler: Kesim hızını artırmak ve besleme için daha keskin bir yerleştirme kullanmak

 Mesajınız 20-3.000 karakter arasında olmalıdır!
Mesajınız 20-3.000 karakter arasında olmalıdır!